Bei der Herstellung von Verbundwerkstoffen stehen zwei Faktoren an erster Stelle: Präzision und Effizienz. Diese Faktoren bestimmen den Erfolg eines jeden Herstellungsprozesses. Unter den Techniken, die uns zur Verfügung stehen, ragt eine Methode heraus: das Vakuuminfusionsverfahren. Es ist der Inbegriff von Exzellenz in der Herstellung von Verbundwerkstoffen. Das Vakuuminfusionsverfahren ist nicht einfach nur ein Verfahren. Es ist eine präzisionsgefertigte Sinfonie von Schritten, die zu Verbundwerkstoffen von unvergleichlicher Qualität führen.
Vakuum-Infusionsprozess-Schritte
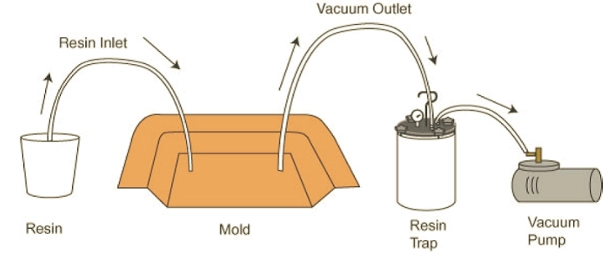
Zunächst gelangen die trockenen Fasermaterialien in eine Form. Dabei formt sich Kunststoff. Dabei befinden sich die Verstärkungskomponenten vollständig im Vakuum. Anschließend wird die Form mit flüssigem Polymerharz in Rohren gefüllt. Um das Harz in den Glasfaserverstärkungen zu verteilen, ist ein Staubsauger hilfreich. Die Vakuuminfusion ist ein zeitaufwändigerer Prozess als andere Techniken. Dabei entstehen hochfeste FRP-Teile und -Formen. Sie erzeugen das beste Faser-Harz-Verhältnis.
1. Verschließen Sie den Vakuumbeutel
Der Prozess beginnt mit dem Versiegeln der trockenen Faserverstärkung und der Form in einem vakuumdichten Beutel. Dieser Schritt gewährleistet eine luftdichte Umgebung, die für den Infusionsprozess entscheidend ist.
2.Starten Sie den Vakuumdruck
Eine Vakuumpumpe erzeugt einen Unterdruck im Beutel. Dadurch werden Luft und Gase entfernt, was eine optimale Harzinfusion ermöglicht.
3. Harz einführen
Sobald der Vakuumdruck aufgebaut ist, wird das Harz eingeführt. Es fließt durch die Verstärkung. Außerdem sättigt es die Fasern und erzeugt ein starkes Verbundmaterial.
4.Überwachung der Infusion
Während der Infusion ist eine sorgfältige Überwachung unerlässlich. Dabei muss die Harzflussrate beobachtet werden. Dadurch wird eine gleichmäßige Verteilung sichergestellt und mögliche Probleme werden vermieden.
5. Aushärtungsprozess
Nach der Infusion durchläuft das Komposit einen Aushärtungsprozess. Dadurch kann das Harz aushärten. Das Endprodukt weist eine außergewöhnliche Haltbarkeit und Festigkeit auf.
Vorteile des RTM-Verfahrens
Das Vakuuminfusionsverfahren bietet verschiedene Vorteile. Dies macht es zu einer bevorzugten Wahl in der Verbundwerkstoffproduktion:
-
Verbessertes Faser-Harz-Verhältnis
VIP erreicht ein optimales Faser-Harz-Verhältnis, ein entscheidender Faktor für die Festigkeit von Verbundwerkstoffen. Dadurch wird sichergestellt, dass jede Faser mit Harz bedeckt ist. VIP verbessert die mechanischen Eigenschaften des Verbundwerkstoffs. Das Ergebnis sind Materialien, die nicht nur stark, sondern auch leicht sind. Das macht sie ideal für Anwendungen. In der Luft- und Raumfahrt- oder Automobilindustrie ist dies ein entscheidender Aspekt.
-
Reduzieren Sie die Umweltbelastung
VIP ist eine verantwortungsvolle Wahl bei der Herstellung von Verbundwerkstoffen. Die Minimierung von Emissionen und Abfall steht im Einklang mit den globalen Bemühungen um Nachhaltigkeit. Im Gegensatz zu einigen herkömmlichen Methoden, die überschüssiges Material und Emissionen erzeugen können, optimiert VIP den Materialverbrauch. Dies macht es zu einer umweltfreundlicheren Option für Hersteller. Es hilft, ihren ökologischen Fußabdruck zu verringern.
-
Außergewöhnliche Oberflächenbeschaffenheit
Eines der herausragenden Merkmale des RTM-Verfahrens ist die außergewöhnliche Oberflächenbeschaffenheit. Diese Oberflächenbeschaffenheit wird dem Verbundwerkstoff verliehen. Das Verfahren sorgt dafür, dass das Verbundmaterial gut aushärtet. Das Ergebnis ist eine glatte, makellose Oberfläche. Dadurch wird der Bedarf an aufwändiger Nachbearbeitung reduziert. Es spart Zeit und Ressourcen im Herstellungsprozess.
-
Konstante Qualität
VIP bietet beispiellose Kontrolle über die Harzverteilung. Diese Präzision führt zu konsistenten und zuverlässigen Ergebnissen in jedem Produktionslauf. Die Hersteller können sich darauf verlassen, dass jedes produzierte Verbundmaterial strenge Qualitätsstandards erfüllt. Das gibt den Endnutzern Sicherheit und Gewissheit.
Nachteile des VIP-Prozesses
Für Hersteller ist es wichtig, diese Nachteile zu kennen. Nur so können sie fundierte Entscheidungen über die Anwendung treffen.
- Zeitaufwändiger Prozess
Eine bemerkenswerte Einschränkung liegt in der Produktionsgeschwindigkeit. Im Vergleich zu einigen anderen Formtechniken kann VIP ein zeitaufwändiger Prozess sein. Um eine optimale Harzinfusion und Aushärtung zu erreichen, sind akribische Liebe zum Detail und Geduld erforderlich. Dies ist für einige Branchen möglicherweise nicht geeignet. Diese Branchen benötigen schnelle Durchlaufzeiten oder Produktionsläufe mit hohem Volumen.
- Komplexer Aufbau und Ausstattung
VIP erfordert spezielle Werkzeuge und Materialien. Dazu gehören ein Vakuumsystem, luftdichte Beutel und Harzverteilungsnetze. Es ist wichtig, die richtige Kalibrierung und Funktionalität der Komponenten sicherzustellen. Dies gewährleistet eine erfolgreiche Infusion. Diese anfängliche Investition in die Ausrüstung kann erheblich sein, insbesondere bei kleineren Betrieben.
- Komplexe Geometrien
VIP eignet sich hervorragend für die Herstellung komplexer Geometrien. Es ist jedoch möglicherweise nicht für alle Anwendungen die effizienteste Methode. Für einfachere, unkompliziertere Formen können andere Formtechniken eine kostengünstige Lösung darstellen. Hersteller müssen die spezifischen Anforderungen ihrer Projekte bewerten. Außerdem müssen sie die Vorteile von VIP gegenüber anderen Methoden abwägen.
Anwendungen des RTM-Prozesses
Das RTM-Verfahren hat in zahlreichen Branchen breite Anwendung gefunden. Dies liegt an seiner einzigartigen Fähigkeit, leichte und hochfeste Komponenten herzustellen. Hier sind drei Schlüsselsektoren, in denen VIP eine zentrale Rolle spielt:
Luft-und Raumfahrtindustrie
In der Luft- und Raumfahrtbranche sind Präzision und Leistung unverzichtbar. Das Vakuuminfusionsverfahren erweist sich als unverzichtbare Technik. Diese Technik erfüllt die hohen Anforderungen dieser Branche. Gewichtseinsparungen sind in der Luft- und Raumfahrttechnik von größter Bedeutung. Sie wirken sich auf Kraftstoffeffizienz und Leistung aus.
Raumfahrzeuge und Flugzeuge profitieren von VIP-produzierten Teilen. Die Luft- und Raumfahrtindustrie setzt bei der Werkstoffherstellung auf das RTM-Verfahren. Zu diesen Werkstoffen gehören Rumpfplatten und Innenkomponenten. Diese Werkstoffe halten den rauen Bedingungen des Weltraums oder großer Höhen stand. Dieses Verfahren ermöglicht die Einbindung fortschrittlicher Werkstoffe. Diese Werkstoffe bieten ein hohes Verhältnis von Festigkeit zu Gewicht. So wird sichergestellt, dass Luft- und Raumfahrzeuge sowohl langlebig als auch effizient sind.
Automobilsektor
VIP ist zu einem unverzichtbaren Werkzeug im Herstellungsprozess geworden. Automobilhersteller suchen nach Möglichkeiten, das Fahrzeuggewicht zu reduzieren, ohne dabei Kompromisse bei Sicherheit oder Leistung einzugehen. Dabei entstehen Karosserieteile, Innenraumkomponenten und Strukturelemente. Diese Materialien sind nicht nur leicht, sondern auch langlebig.
Leichtere Fahrzeuge benötigen weniger Energie für ihren Betrieb. Dies führt zu einem geringeren Kraftstoffverbrauch und niedrigeren Emissionen. Dies steht im Einklang mit dem Bestreben der Industrie nach mehr Nachhaltigkeit. Die korrosionsbeständigen Eigenschaften machen sie zu einer idealen Wahl, um verschiedenen Witterungsbedingungen standzuhalten. Sie überstehen auch die Straßenbedingungen.
Marine und Bootsbau
Die Schiffe und Boote, die wir auf See verwenden, benötigen spezielle Materialien. Sie müssen stark genug sein, um dem Salzwasser und den harten Bedingungen standzuhalten. Hier kommt das Vakuuminfusionsverfahren ins Spiel. Bootsbauer verwenden VIP, um die Hauptteile wie Rumpf, Deck und andere wichtige Teile herzustellen. Diese Teile sind wichtig, damit das Boot stabil bleibt.
VIP-Materialien sind besonders korrosionsbeständig, d. h. sie werden durch Salzwasser beschädigt. Das ist wichtig für Boote. Egal, ob es sich um ein Freizeitboot oder ein Arbeitsboot handelt, diese Materialien sind jeder Situation gewachsen. Sie bleiben auch dann stabil, wenn sie lange Zeit im Salzwasser liegen. Die aus VIP gefertigten Teile sind ebenfalls sehr stabil. Das macht das Boot noch sicherer und länger haltbar.
VIP vs. offenes Formen
- VIP zeichnet sich durch eine sorgfältige Kontrolle der Harzverteilung aus. Dabei wird Vakuumdruck verwendet. Dadurch wird sichergestellt, dass jede Faser von einer Faser durchdrungen wird, was zu einem optimalen Faser-Harz-Verhältnis führt. Beim Open Molding ist es möglicherweise schwierig, das gleiche Maß an gleichmäßiger Harzimprägnierung zu erreichen. Diese Technik ist für den Aushärtungsprozess auf die Umgebungsatmosphäre angewiesen. Dies führt zu einer ungleichmäßigen Harzverteilung.
- Wenn es um die Umweltauswirkungen geht, hat VIP einen klaren Vorteil. Open Molding führt zu übermäßigem Materialabfall und Emissionen. Dies geschieht, wenn der Prozess nicht präzise genug abläuft. Es trägt zu einem größeren ökologischen Fußabdruck bei.
- Darüber hinaus übertrifft VIP in puncto Komplexität und Vielseitigkeit das Open Molding. Letzteres erfordert umfangreiche Anpassungen oder viele Schritte, um komplexe Geometrien zu erzeugen. Dies erhöht die Produktionszeit und -kosten. VIP hingegen ist eine kostengünstige Lösung für Branchen, die kundenspezifische, komplexe Komponenten benötigen.
Die abschließenden Gedanken
Bei der Herstellung von Dingen aus verschiedenen Materialien ist VIP wie ein helles Licht, das uns zeigt, wie man es besser und schneller machen kann. Seine besonderen Merkmale und Vorteile machen es nicht nur zu einer guten Wahl. Es ist auch die beste Option für viele verschiedene Arten von Unternehmen. Das Vakuuminfusionsverfahren ist für die Herstellung von Produkten aus verschiedenen Materialien sehr wichtig. Es ist genau, gut für die Umwelt und kann auf viele verschiedene Arten eingesetzt werden. Diese Art der Herstellung ist eine der wichtigsten in der modernen Fertigungstechnik. Sie ist eine vertrauenswürdige und intelligente Wahl für viele verschiedene Arten von Unternehmen. Dazu gehört die Herstellung von Dingen mit besserer Qualität, schneller und umweltfreundlicher. Bei der Herstellung von Dingen aus verschiedenen Materialien ist VIP wie ein helles Licht, das uns zeigt, wie man es besser machen kann. Es ist ein großartiges Beispiel für neue Ideen, die Dinge besser zu machen und sich um unsere Umwelt zu kümmern.