Nella produzione di compositi, due fattori regnano sovrani: precisione ed efficienza. Questi imperativi dettano il successo di qualsiasi processo produttivo. Tra le tecniche a nostra disposizione, un metodo spicca su tutti: il processo di infusione sotto vuoto. Rappresenta l'epitome dell'eccellenza nella produzione di compositi. Il processo di infusione sottovuoto non è solo un processo. È una sinfonia di fasi progettate con precisione che dà origine a materiali compositi di qualità ineguagliabile.
Fasi del processo di infusione sottovuoto
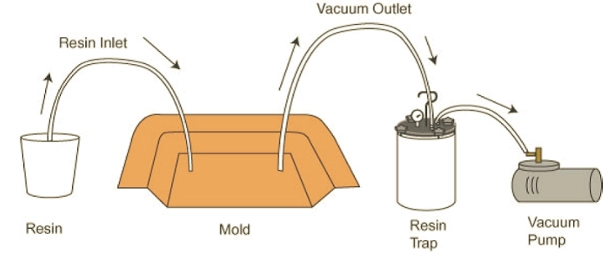
Innanzitutto, i materiali in fibra secca entrano in uno stampo. Si forma con la plastica durante il processo. Quando i componenti di rinforzo sono completamente sotto vuoto. Successivamente, lo stampo viene riempito con resina polimerica liquida in tubi. Per spargere la resina nei rinforzi in fibra di vetro è utile l'aspirapolvere. L'infusione sotto vuoto è un processo che richiede più tempo rispetto ad altre tecniche. Produce pezzi e forme in FRP ad alta resistenza. Producono il maggior rapporto fibra-resina.
1. Sigillare il sacchetto dell'aspirapolvere
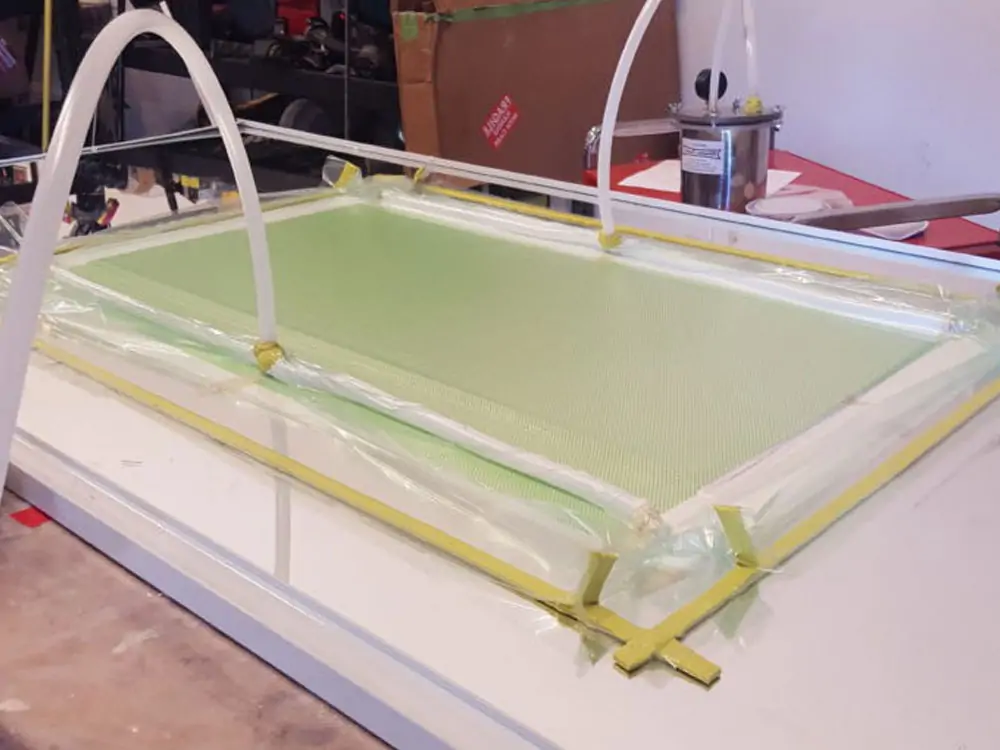
Il processo inizia sigillando il rinforzo in fibra secca e lo stampo in un sacchetto sottovuoto. Questo passaggio garantisce un ambiente ermetico, fondamentale per il processo di infusione.
2.Avviare la pressione del vuoto
Una pompa a vuoto crea una pressione negativa all'interno del sacco. Questa azione rimuove aria e gas, facilitando un'infusione ottimale della resina.
3.Introdurre la resina
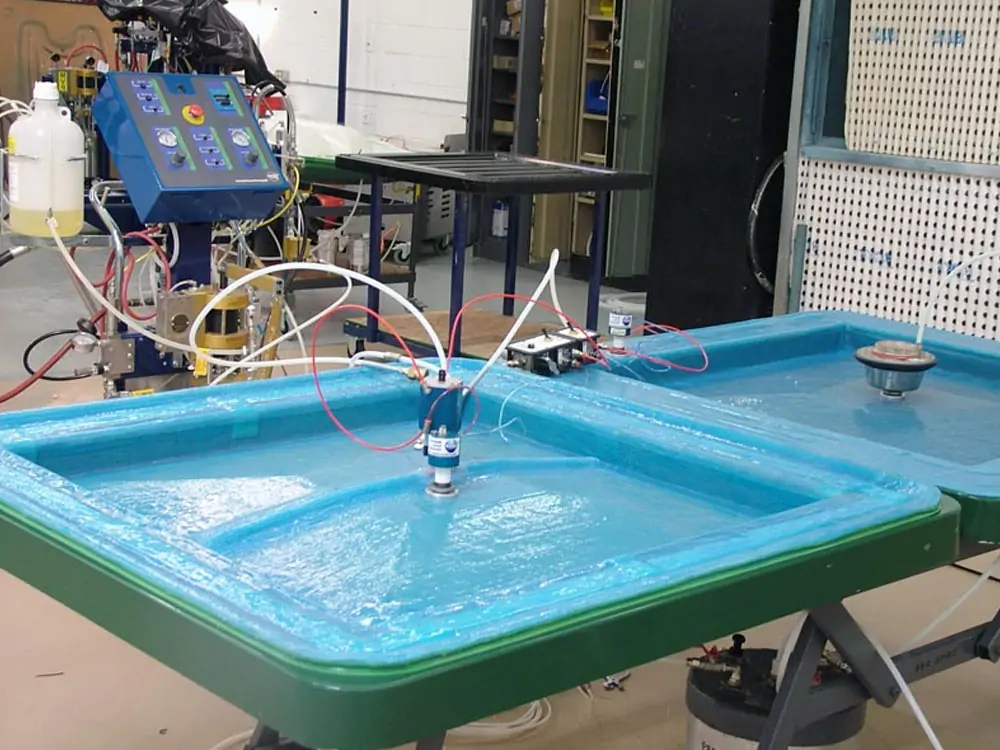
Una volta creata la pressione del vuoto, viene introdotta la resina. Scorre attraverso il rinforzo. Inoltre, satura le fibre e crea un materiale composito resistente.
4.Monitoraggio dell'infusione
Durante l'infusione è essenziale un monitoraggio meticoloso. Si tratta di osservare le portate della resina. Garantisce una distribuzione uniforme e risolve potenziali problemi.
5.Processo di polimerizzazione
Dopo l'infusione, il composito subisce un processo di polimerizzazione. Ciò consente alla resina di indurirsi. Il risultato è un prodotto finito di eccezionale durata e resistenza.
Vantaggi del processo RTM
Il processo di infusione sottovuoto offre diversi vantaggi. Ciò lo rende una scelta preferita nella produzione di compositi:
-
Rapporto fibra-resina migliorato
VIP raggiunge un rapporto ottimale tra fibra e resina, un fattore critico per la resistenza del materiale composito. Ciò garantisce che ogni fibra venga ricoperta di resina. VIP migliora le proprietà meccaniche del composito. Ciò si traduce in materiali che non sono solo resistenti. Ma anche leggero. Ciò li rende ideali per le applicazioni. Si tratta di una considerazione cruciale nell’industria aerospaziale o automobilistica.
-
Ridurre l'impatto ambientale
VIP è una scelta responsabile nella produzione di compositi. Ridurre al minimo le emissioni e i rifiuti è in linea con gli sforzi globali verso la sostenibilità. A differenza di alcuni metodi tradizionali che possono generare materiale in eccesso ed emissioni. VIP ottimizza l'utilizzo dei materiali. Ciò lo rende un’opzione più ecologica per i produttori. Aiuta a ridurre la loro impronta ecologica.
-
Finitura superficiale eccezionale
Una delle caratteristiche distintive del processo RTM è l'eccezionale finitura superficiale. Conferisce questa finitura al composito. Il processo garantisce che il materiale composito polimerizzi bene. Ciò si traduce in una superficie liscia e impeccabile. Ciò riduce la necessità di ampi sforzi di post-elaborazione. Risparmia tempo e risorse nel processo di produzione.
-
Qualità costante
VIP offre un controllo senza precedenti sulla distribuzione della resina. Questa precisione porta a risultati coerenti e affidabili in ogni ciclo di produzione. I produttori hanno la certezza che ogni composito prodotto soddisfa rigorosi standard di qualità. Fornisce tranquillità e sicurezza agli utenti finali.
Svantaggi del processo VIP
Comprendere questi inconvenienti è importante per i produttori. Ciò li aiuta a prendere decisioni informate sulla sua applicazione.
- Processo che richiede tempo
Una limitazione notevole risiede nella velocità di produzione. Rispetto ad altre tecniche di stampaggio, il processo VIP può richiedere molto tempo. Ottenere un’infusione e una polimerizzazione ottimali della resina richiede un’attenzione meticolosa ai dettagli e pazienza. Questo potrebbe non essere adatto per alcuni settori. Questi settori necessitano di tempi di consegna rapidi o di cicli di produzione di volumi elevati.
- Allestimento e attrezzature complesse
I VIP richiedono strumenti e materiali specializzati. Questi includono un sistema di vuoto, sacchetti ermetici e reti di distribuzione della resina. È importante garantire la corretta calibrazione e funzionalità dei componenti. Ciò garantisce un'infusione di successo. Questo investimento iniziale in attrezzature può essere significativo, soprattutto per le operazioni su scala ridotta.
- Geometrie complesse
VIP eccelle nella produzione di geometrie complesse. Ma potrebbe non essere il metodo più efficiente per tutte le applicazioni. Per forme più semplici e dirette, altre tecniche di stampaggio possono offrire una soluzione economicamente vantaggiosa. I produttori devono valutare le esigenze specifiche dei loro progetti. Inoltre, devono valutare i vantaggi del VIP rispetto ad altri metodi.
Applicazioni del processo RTM
Il processo RTM ha trovato applicazioni ad ampio raggio in vari settori. Ciò è dovuto alla sua capacità unica di produrre componenti leggeri e ad alta resistenza. Ecco tre settori chiave in cui i VIP svolgono un ruolo fondamentale:
Industria aerospaziale
Nel settore aerospaziale, precisione e prestazioni non sono negoziabili. Il processo di infusione sotto vuoto emerge come una tecnica vitale. Questa tecnica soddisfa i requisiti esigenti di questo settore. Il risparmio di peso è fondamentale nell’ingegneria aerospaziale. Influiscono sull’efficienza del carburante e sulle prestazioni.
I veicoli spaziali e gli aerei traggono vantaggio dalle parti prodotte dai VIP. L'industria aerospaziale fa affidamento sul processo RTM per creare materiali. Questi materiali includono pannelli della fusoliera e componenti interni. Questi materiali possono resistere alle dure condizioni dello spazio o delle alte quote. Questo processo consente l'incorporazione di materiali avanzati. Questi materiali offrono un elevato rapporto resistenza/peso. Ciò garantisce che i veicoli aerospaziali siano durevoli ed efficienti.
Settore automobilistico
VIP è diventato uno strumento indispensabile nel processo di produzione. Le case automobilistiche stanno cercando modi per ridurre il peso dei veicoli senza compromettere la sicurezza o le prestazioni. Questo produce pannelli della carrozzeria, componenti interni ed elementi strutturali. Questi materiali non sono solo leggeri ma anche durevoli.
I veicoli più leggeri hanno bisogno di meno energia per funzionare. Ciò si traduce in una riduzione del consumo di carburante e delle emissioni. Ciò è in linea con la spinta del settore verso pratiche più sostenibili. Le proprietà anticorrosione li rendono una scelta ideale per resistere a varie condizioni atmosferiche. Sopravvivono anche agli ambienti stradali.
Costruzione navale e navale
Le navi e le imbarcazioni che utilizziamo in mare necessitano di materiali speciali. Devono essere abbastanza forti da resistere all'acqua salata e alle condizioni difficili. È qui che entra in gioco il processo di infusione sotto vuoto. Le persone che costruiscono barche utilizzano VIP per realizzare le parti principali come lo scafo, il ponte e altri pezzi importanti. Queste parti sono importanti affinché la barca rimanga forte.
I materiali realizzati con VIP resistono molto bene alla corrosione, cioè a quando le cose vengono danneggiate dall'acqua salata. Questo è importante per le imbarcazioni. Non importa se si tratta di una barca da divertimento o da lavoro, questi materiali sono in grado di gestire qualsiasi situazione. Possono rimanere forti anche se rimangono a lungo in acqua salata. Anche le parti realizzate con VIP sono molto resistenti. Questo rende la barca ancora più sicura e la fa durare più a lungo.
VIP vs. stampaggio aperto
- VIP si caratterizza per il controllo meticoloso sulla distribuzione della resina. Utilizza la pressione del vuoto. Ciò garantisce che la fibra permea ogni fibra, ottenendo un rapporto ottimale fibra-resina. L'Open Moulding potrebbe avere difficoltà a raggiungere lo stesso livello di impregnazione uniforme della resina. Questa tecnica si basa sull'atmosfera ambientale per il processo di polimerizzazione. Ciò porta ad una distribuzione non uniforme della resina.
- Quando si tratta di impatto ambientale, VIP ha un netto vantaggio. L’Open Moulding comporta un eccesso di sprechi di materiale ed emissioni. Ciò accade se il processo non funziona bene con precisione. Contribuisce a un’impronta ecologica più ampia.
- Inoltre, in complessità e versatilità, VIP supera l’Open Moulding. Quest'ultimo necessita di aggiustamenti estesi o di molti passaggi per produrre geometrie complesse. Aumenta tempi e costi di produzione. VIP, invece, è una soluzione economicamente vantaggiosa per le industrie che richiedono componenti complessi e personalizzati.
I pensieri finali
Nella realizzazione di oggetti con materiali diversi, VIP è come una luce brillante che ci mostra come fare meglio e più velocemente. Le sue caratteristiche speciali e i suoi vantaggi non solo lo rendono una buona scelta. Ma anche l'opzione migliore per molti tipi di aziende. Il processo di infusione sottovuoto è molto importante per la produzione di materiali diversi. È accurato, fa bene all'ambiente e può essere utilizzato in molti modi diversi. Questo metodo di produzione è uno dei più importanti nei moderni metodi di produzione. È una scelta affidabile e intelligente per molti tipi di aziende. Tra queste, la realizzazione di prodotti di migliore qualità, più veloci e più rispettosi dell'ambiente. Nella produzione di oggetti con materiali diversi, il VIP è come una luce brillante che ci mostra come fare meglio. È un grande esempio di nuove idee, di fare le cose meglio e di prendersi cura del nostro ambiente.